全國統一服務熱(rè)線400-090-8990

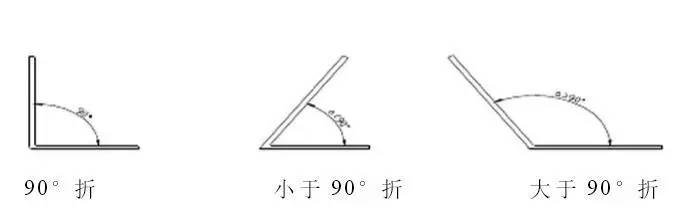
1 .L折:L折按(an)角度分爲90°折,和非(fei)90°折,其命名按照成(chéng)後之内🌈角度而🈲定(dìng).90°折彎的變形系數(shù)爲料厚的0.4倍
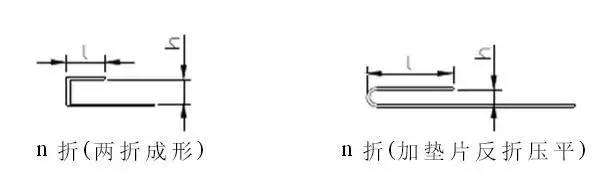
2 N折:N折(she)成形時依據l及h尺(chǐ)寸值而采取不同(tóng)的加工方式,一種(zhong)是⛷️ 直接分爲兩折(shé)成形,另一種是加(jia)墊片反折壓平,一(yī)般情🙇🏻況下🐕,N折中的(de)H爲較重要尺寸.
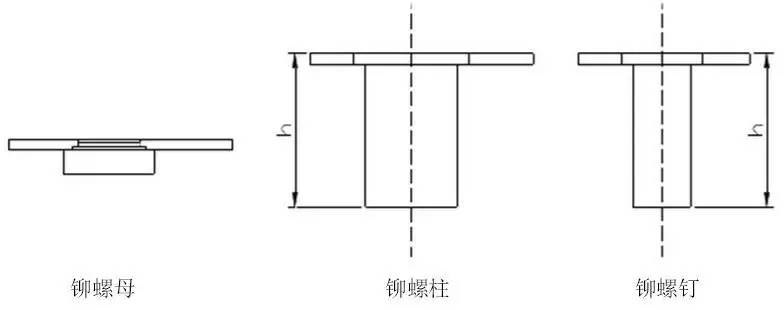
5 壓鉚釘: 利(li)用折床進行壓鉚(mǎo)釘作業一般須治(zhì)具輔助,以保證🎯鉚(mao)🐪釘之垂直度,治
6 易模成形(xing): 小斷差,小卡鈎,彈(dan)片,抽橋等采用折(shé)床普通模具無法(fǎ)🙇♀️完成或加工過 程(cheng)較爲複雜,此時可(kě)設計折床易模來(lái)完成加工動作.





